
Effect of heat input conditions on microstructure evolution and mechanical properties of friction stir welded pure copper joints
Industry Oriented Research Project
FSW is a solid state process without large distortion, solidification cracking, porosity, oxidation, and other defects that results from conventional fusion welding. Accordingly, joints welded using FSW have revealed improve mechanical properties such as the ultimate tensile strength (UTS), tensile elongation (El), and hardness compared to the corresponding fusion welds. Therefore, it has been an effective joining or processing technique for a variety of different metals and alloys. in this project the primary aim was to investigate the effect of heat input conditions on the grain size of welded zones. Secondly, it aims at establishing the relationship between the microstructure and mechanical properties of the stir zone.

Establishing Mathematical Models to Process Parameters of the Friction Stir-Welded AA 7020 Aluminium Alloy Joints
Industry Oriented Research Project
Friction Stir welding (FSW) was invented at The Welding Institute of UK in 1991 and was initially performed for joining the aluminium alloys. FSW is a solid-state process without large distortion, solidification cracking, porosity, oxidation, and other defects that result from conventional fusion welding. Accordingly, joints welded using FSW have revealed to improve mechanical properties such as ultimate tensile strength, tensile elongation, and hardness compared to the corresponding fusion welds. Therefore, it is an effective joining technique for a variety of different metals and alloys.
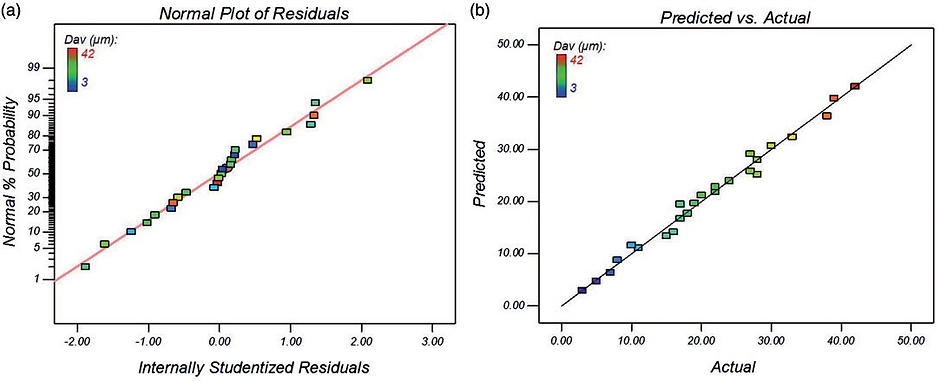
The mechanical features of the friction stir-welded joints are mainly influenced by FSW parameters such as tool rotational speed, welding speed, tool pin profile, axial force. Thus, for prediction and optimization of the mechanical properties of the joints, it is needed to optimize the FSW parameters. Response Surface Methodology (RSM) developed by Box and Wilsonin 1951 has been proven to be an accurate method to model and optimize the FSW process. In RSM, the most important purpose is optimizing the response surface that is a function of different process parameters. This method also predicts the relationship between the input parameters and the achieved response surfaces.
the aim of this study was to apply RSM in conjunction with central composite rotatable design (CCRD), to establish the functional relationships between FSW parameters, i.e., rotational speed, traverse speed and tool axial force, and responses of the friction stir-welded AA 7020 alloy joints.


Al–Al2O3/TiB2 surface hybrid composite layer prepared by friction stir process
Industry Oriented Research Project
Friction stir welding (FSW) as a solid state welding process, has been used for joining of different types of metals and alloys successfully. Friction Stir Processing (FSP) is a new metalworking method for producing surface composites, which is based on the concept of FSW. During FSP, the stirred material undergoes severe plastic deformation. The material flow associated with stirring and severe plastic deformation can be used for bulk alloy modification by mixing in a second element. This mixing is followed by the precipitation of a second phase, distribution of fine particles of the second element, increased density of defects, and so forth. As a result, the stirred zone becomes a metal matrix composite with an improved hardness and wear resistance. During recent years, some investigators have studied the fabrication of different types of surface composites using FSP technique, and have studied their microstructure, mechanical, and wear properties. The aim of this work was to fabricate, characterize, and investigate the wear and hardness behavior of an A16061–Al2O3/TiB2 SHC.


Electrical discharge machining of the AISI D6 tool steel
Industry Oriented Research Project
There is an ever need of advanced technology to manufacture and machining of materials through excessive strength and stability, thus, the modern processes of machining is replacing the traditional process. Electrical discharge machining (EDM) is one of the most crucial and most useful of these processes. In this process, the material removal and a machining can be made by applying voltage pulse between the tool and the work piece, which produces a dielectric fluid and spark between them per pulse. Because the EDM process does not engage mechanical energy, the material features like hardness, strength, toughness, etc. do not affect the material removal rate. Therefore, materials with poor machinability such as tool steels can also be machined without much difficulty by the EDM.
the aim of this study was to apply RSM in conjunction with full factorial design, to establish the functional relationships for EDM of parameters i.e. pulse on time, pulse current and voltage, and responses of AISI D6 tool steel i.e. material removal rate and tool wear ratio.


Underwater dissimilar friction stir welding of aluminum alloys
Industry Oriented Research Project
Dissimilar materials’ joining has been changed to be a very attractive for several applications as we can use the more expensive one only where necessary. Actually, dissimilar joining can be commonly faced in many areas including automotive, aerospace, electronics, and shipbuilding industries, where conventional fusion welding methods are not suitable because of the different physical and chemical features of the dissimilar materials. Formation of porosity, solidification cracking, and chemical reaction are the main problems arising from the dissimilar fusion welding of materials. On the other hand, friction stir welding (FSW) as a solid-state technique appears to be a very hopeful method for joining of dissimilar materials that eliminate the mentioned disadvantages of fusion welding processes.
In spite of enormous and comprehensive research carried out on FSW of various aluminum alloys since it emerged, relatively few literatures considered an underwater condition of FSW. More specifically, underwater FSW of AA6061-T6 and AA7075-T6 was found to be lacking.
The objective of this project was to optimization of the effect of underwater FSW parameters mechanical and microstructure of joining AA6061-T6 and AA7075-T6.



Optimizing the friction stir welding of the brass plates
Industry Oriented Research Project
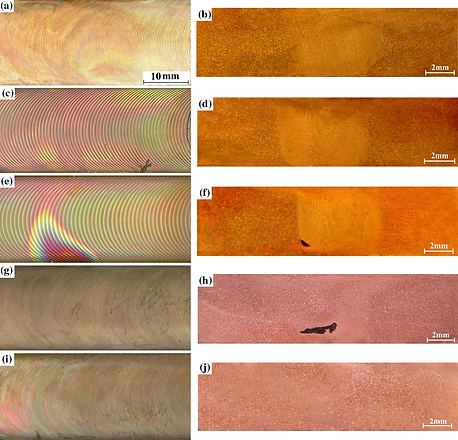
The brasses (Cu-Zn alloys) have different physical and mechanical properties according to their Zn content. Therefore, a wide range of properties can be achieved in brasses by changing their chemical composition. In addition, brasses have high electrical and thermal conductivities, high corrosion resistance, good combination of strength and ductility and etc. [1]. These various properties of brasses have attracted many attentions in both the academic and industrial point of views. Thus, the demands have been increased for manufacturing and processing of the brass parts. One of the most important processes is welding and joining during production of brass parts.
Unfortunately, the conventional fusion welding processes are not suitable for joining the brasses, which is due to two major reasons. First, the high thermal conductivity of the brasses cause the need for high heat inputs during fusion welding processes, and hence wide heat affected zone (HAZ) can be formed in the structure of the joints. Second, fusion and solidification of the weld metal results in dendritic structures, macro and micro segregations, porosities, inclusions, shrinkages, large distortions, residual stresses, zinc evaporations, color change, etc. the aims of this study can be divided into two categories. The first aim was optimizing the FSW parameters to enhance the mechanical properties of the α/β brass joints. The second aim was elucidating the microstructure of the optimized joint.


